

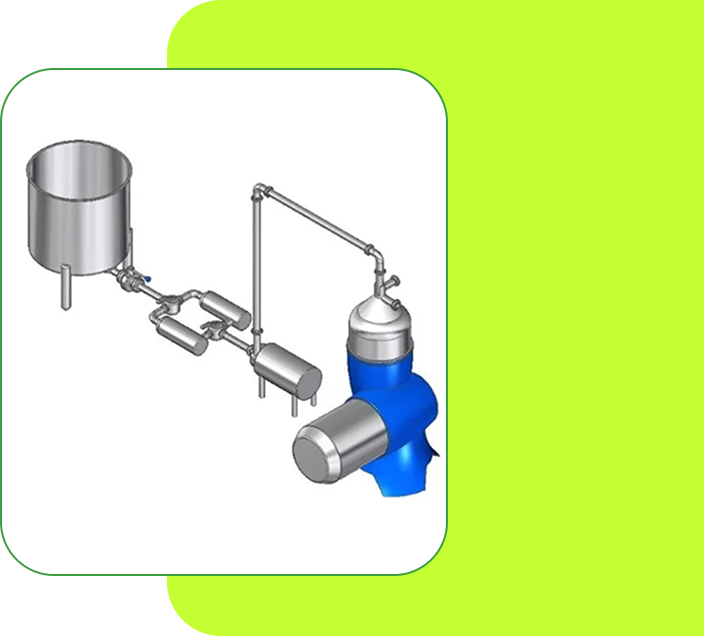
Maximize Fat Recovery
Extracts valuable milk fat, increasing ghee and butter oil yield
Minimize Waste
Lowers residual fat in effluent, reducing environmental and treatment costs.
Streamline Operations
Automates serum separation, improving efficiency and reducing manual labor.
Increase Profitability
Recovers fat, decreases losses, boosting margins and faster returns.

Trusted by laboratories worldwide for high-quality serum separation
Proven reliability in clinical and research workflows
Expert technical support for installation, training, and usage
Compliance with international laboratory and medical standards


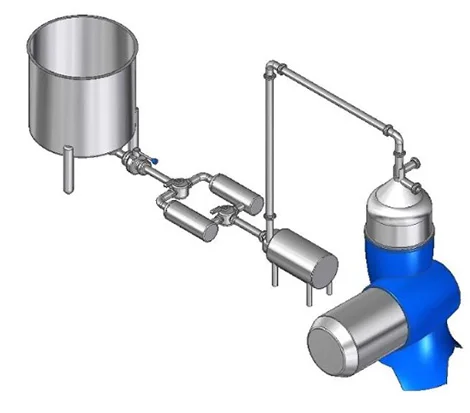
Food-Grade Safety
AISI‑304 stainless steel parts ensure safe contact with all dairy products.

Ample Solids Collection
Large peripheral bowl space efficiently collects solids during processing.
Stable Operation
Dynamically balanced bowl assembly reduces vibration for smooth, reliable performance.
Efficient Fat Recovery
Optimized discharge system collects recovered fat quickly and effectively
"I am running a second-generation dairy in Uttar Pradesh and installed Chadha's Serum Separator. The machine is robust, and the after-sales support is commendable."

"Chadha's Gerber equipment delivers accurate results & works flawlessly."